|
An X Y Z R Table: Rotary Table |
|
|
|
The rotary table is run by a stepper, of course, and will be
controlled by the same interface as runs the XYZ part of the design.
The table can be added to the main design as needed. |
|
First, however, the main problem is the gear. I decided
to make a 180:1 ratio worm gear. The ratio, combined with the 200
steps of the stepper, and the 1:18 gearing of the stepper (it's a complete
assembly) makes for a relatively slow rotary table, but one that has a lot
of resolution. |
 |
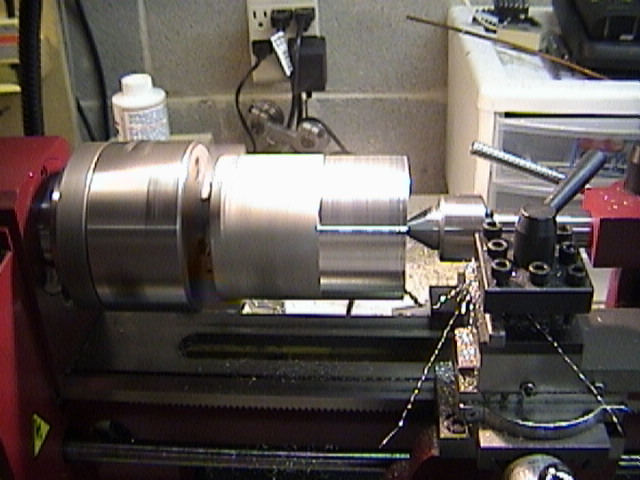
The worm gear is made from a turned down section of 3 inch
aluminum bar. Since it's much longer than the diameter, it needs to be
supported. |
|
First, we do the worm gear and the threading. Needless
to say, there's no simple project. |
 |
This is an arbitrary diameter being turned. It needs to
be small enough that the setscrew can reach the shaft, but not too narrow. |
|
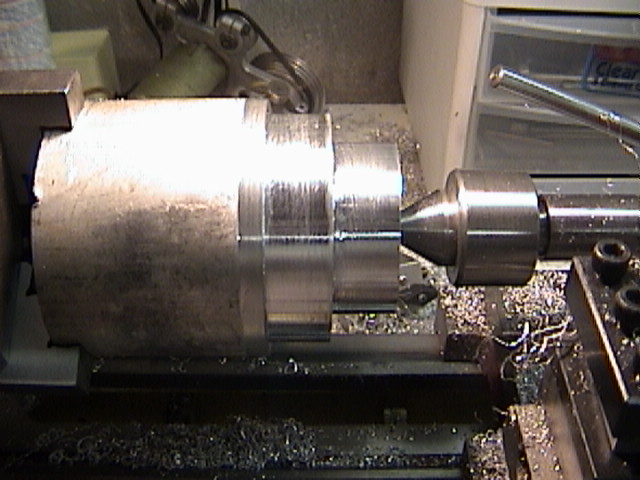
Now we get to the part where we figure out how to make the
worm gear. I'll need a slightly different setup here than I have used
before. I decided to try this with the lathe rather than the mill. |
 |
I need a thrust bearing assembly. So I have made the
same thing as before (see the Z axis setup). |
 |
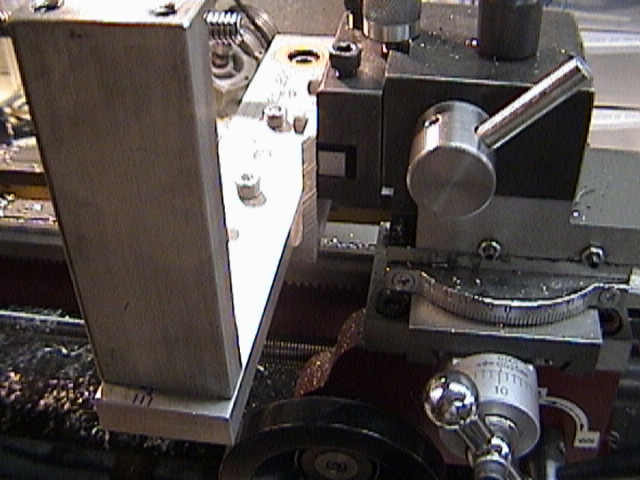
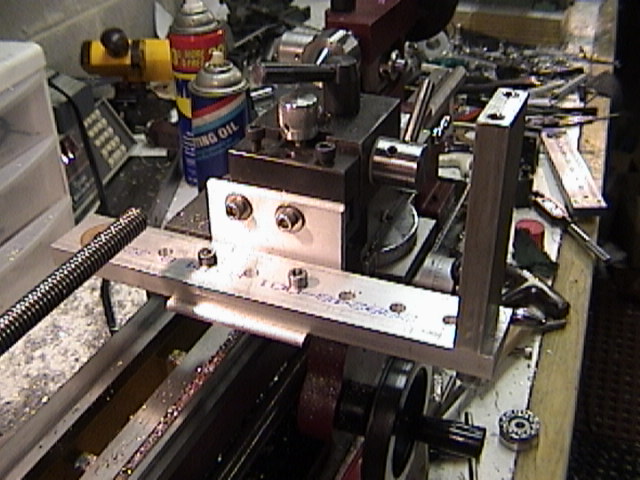
This bar is adjustable and will be held in the tool holder of
the lathe. It actually fits in the quick change tool holder.
It's not flimsy, but it could be more rigid. Fortunately, it can be
mounted different ways. |
 |
Looking from the front, there's a support arm. You'll
see the whole thing shortly. |
 |
Looking from the side, you can see the acme screw that will
be doing the threading. If I were to cut a special thread with the
lathe, it would be here, and never get dismounted. There's clearance,
but not a whole lot. That's ok, though. |
 |
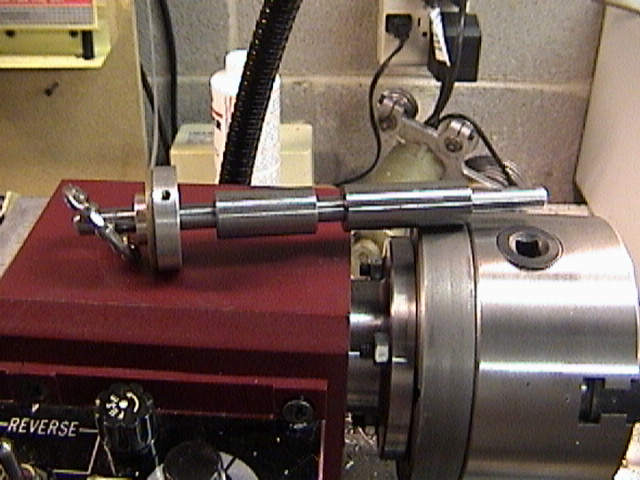
To fit in the bearing arms, we have a shaft, two thrust
bearings, and some adaptor collars. The adaptors are needed to match
the inner diameters of the other worms to be machined. |
 |
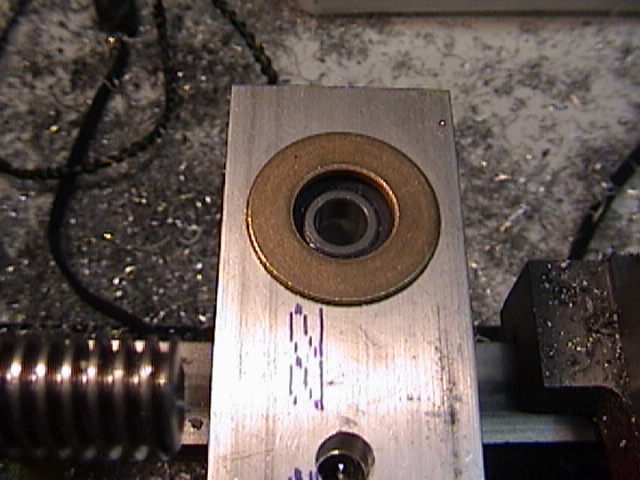
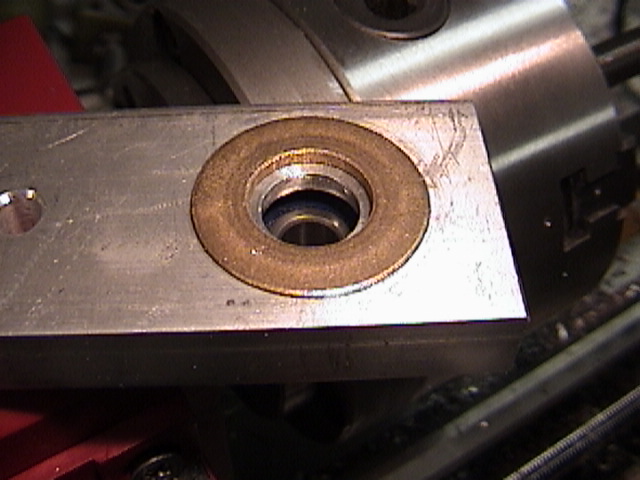
A closeup of the the lower thrust bearing. |
 |
On top of the adaptor collars, the upper thrust bearing
collar is sitting. The worm gear will be using 15 mm (or so) ID
bearings. I wanted something more sturdy than 8 mm with skate
bearings. |
 |
The bronze thrust bearing. |
 |
The usual treatment of the top. Not that this one has
the bearing on the top, and the thrust plate on the bottom. That's
done to keep the bearing from falling out, even though the skate bearing is
designed to be a press fit.
I can never get the bearings quite close enough to be a
press fit. |
 |
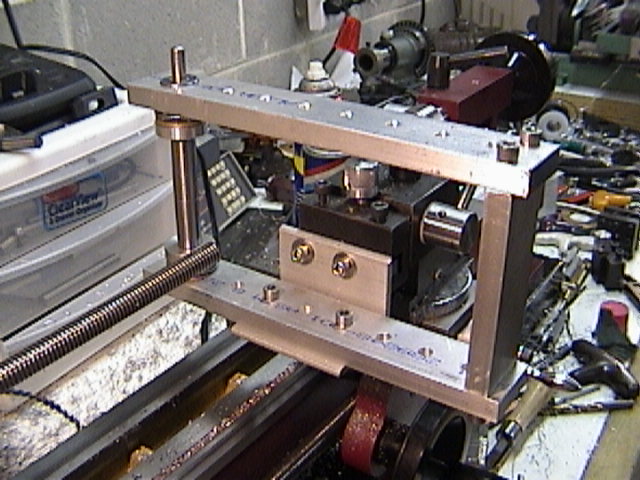
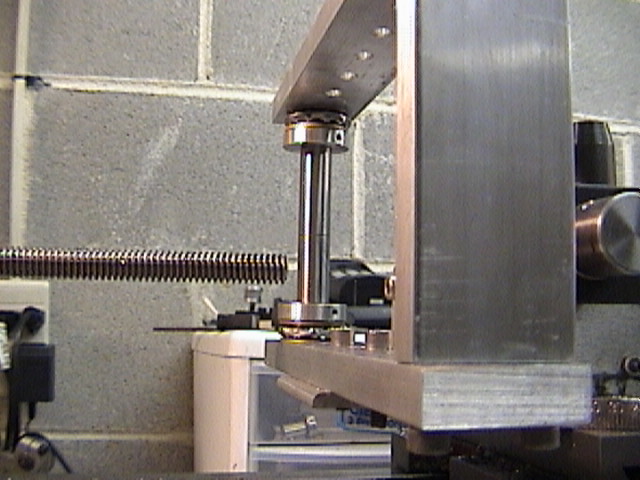
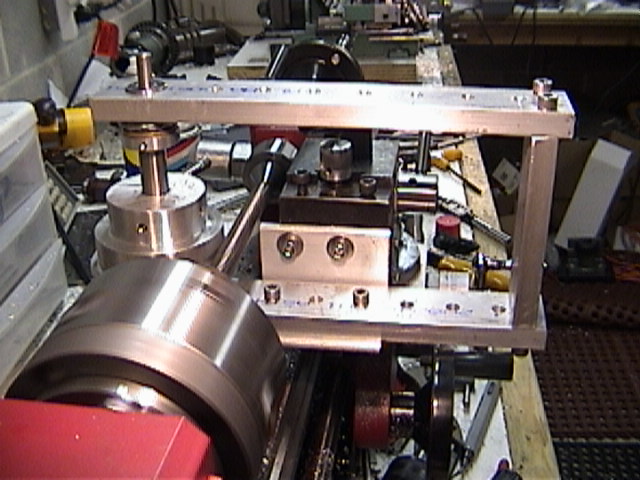
Here's the complete assembly. What you do not see is a
rod that will go down between the top and bottom to add pressure on the
bearings. The design depended on the spring moment of the aluminum to
hold the thing in place. This was not enough. |
 |
Front view. For more rigidity, the assembly can be
placed in the same location as the toolpost. |
 |
Without the bar, but with the gear blank.
The main problem is not only the vibration up and down due
to play in the assembly, but also that there is nothing to actually do the
cutting.
That gets fixed next. |
 |
Another view from the side. |
 |
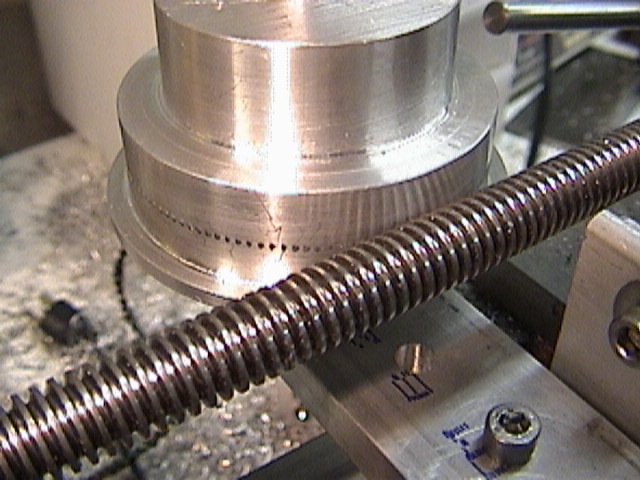
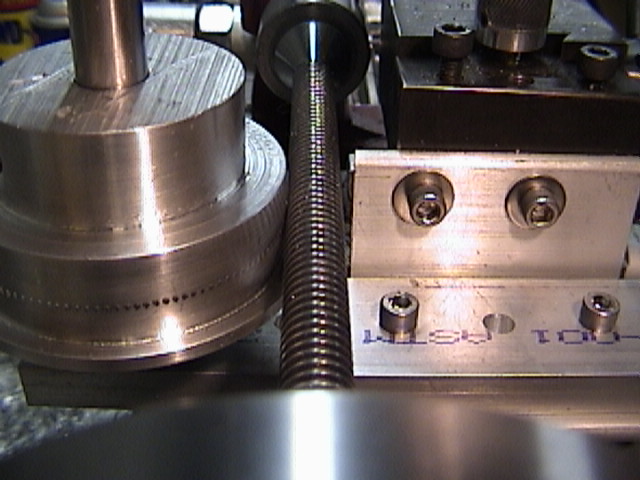
A closeup of the blank. It's working, sorta. The
rod needs teeth cut in it, and the blank needs something else. |
 |
You can see that the fit is a bit tight, but not too bad.
If needed, I can always adjust the position of the arm assembly in and out a
bit. |
 |
The main worm gear needs to be pre-cut to give the gear
cutting teeth something to grab onto. If you do not, then the gear
blank just spins as well as it takes forever to cut.
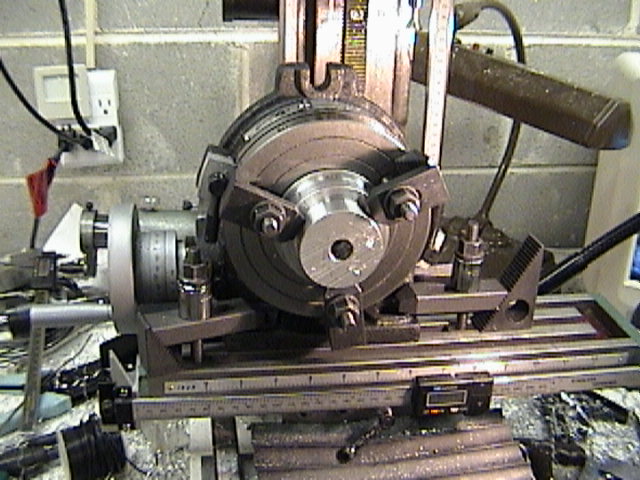
Mount the gear vertically in the rotary table, with the
section to be gashed ready for the cutter. There will be 180 such
cuts.
Each clamp will have to be removed to allow the complete
surface to be machined. |
 |
Close up of the clamps. This is right at the limit of
the table and the clamps. |
 |
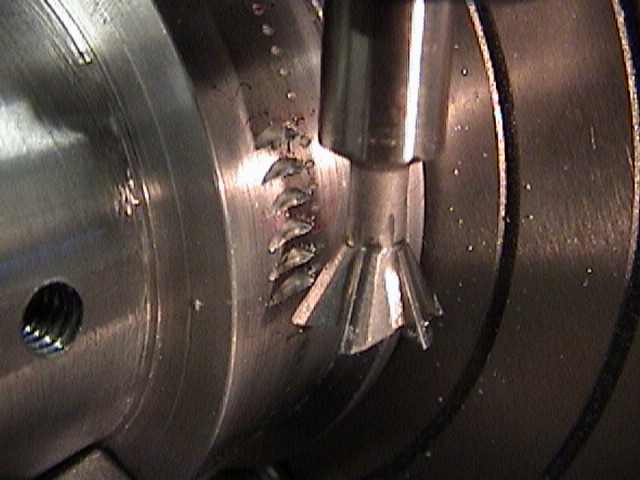
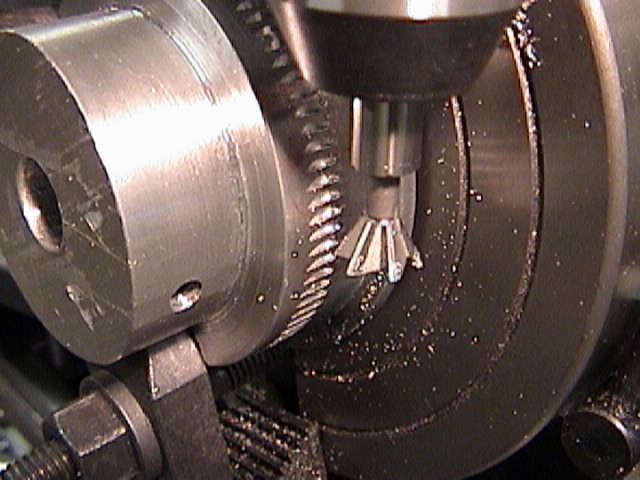
I use the dovetail cutter to gash the blank, just a little. |
 |
Well, it is finished. |
 |
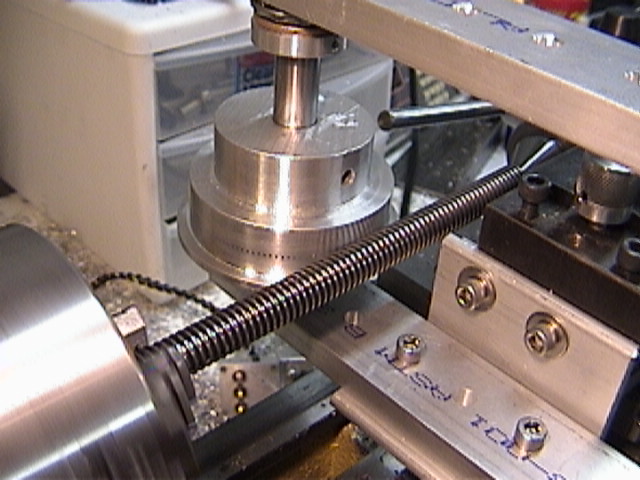
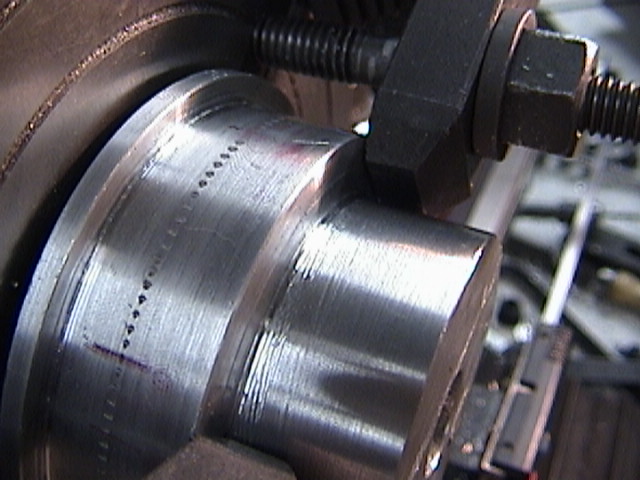
I relived the edges of the acme screw a bit, then cut spiral
gashes to actually cut the material. I don't need to harden the screw,
because it's only going to cut aluminum. |
 |
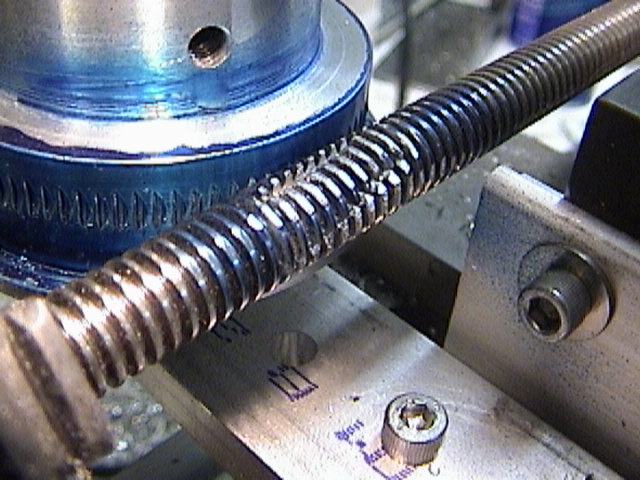
As the lathe runs, the cutter evens out the gashes.
Because the slashes do not go into the body of the thread, but only down to
it, the most that will be done is to cut to the body diameter of the rod.
That is what the outer diameter is sized for in the worm gear.
|
 |
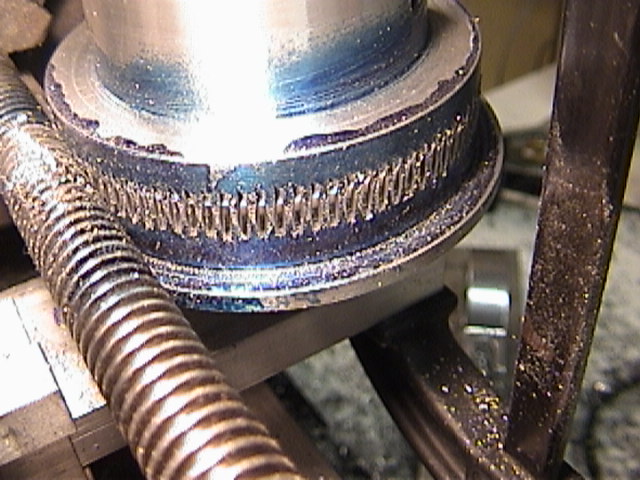
You can see the gear cutting right now, and you can also see
that I added a rod for tension. |
 |
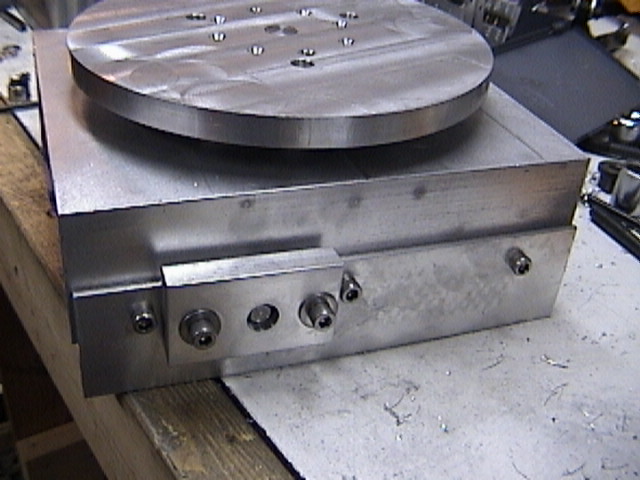
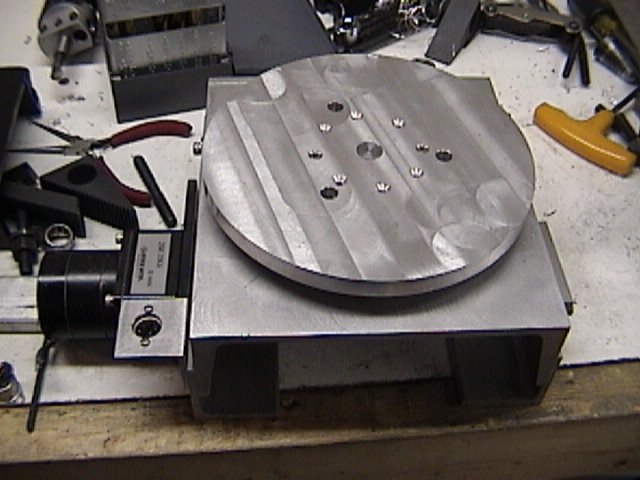
The top table was cut from a solid piece of 1/2 inch aluminum
plate. It was milled on the rotary table, because (quite frankly) it
was way too large to do on the lathe. The three large holes are for
clamping to the table, and the center diameter is for the MT2 center that
helped align the work. I gradually did a plunge mill. This is
without the mounting holes as well.
The stepper is mounted to the side, and the top is a piece
of channel. The legs are aluminum L brackets. More on how to
mount that later. |
 |
On the other side, the mounting block for the worm is set in
a ball bearing. The slots in the L brackets allow the table height to
be trimmed. The small ring of holes attach the table to the top of the
worm. |
 |
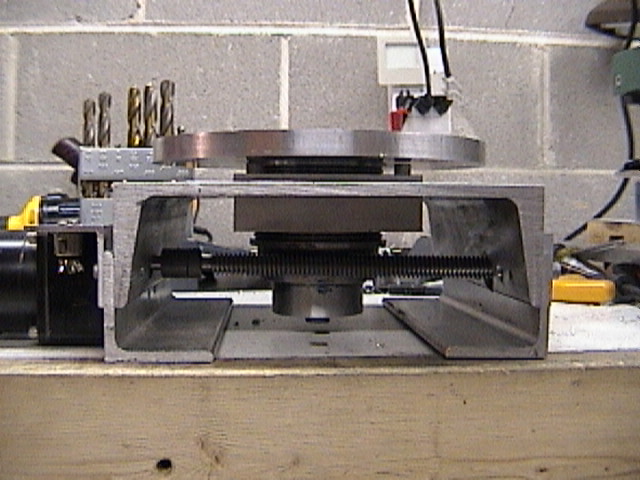
Side cross section. There is a top section, and a
bottom plate. The bottom block has the thrust bearing (more details
later). This is done in two sections. It's easy to have bored
the channel for the block. |
 |
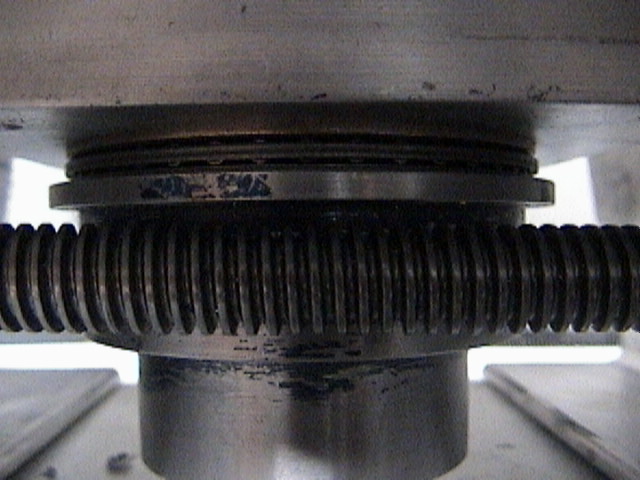
The bottom has the big thrust bearing, the bronze bearing
that it rides on, and the aluminum worm. The design needs a bottom
bearing, which it does not presently have. The thrust bearing came
with a small steel plate that it runs on, so I only had to supply one
bearing surface. |
 |
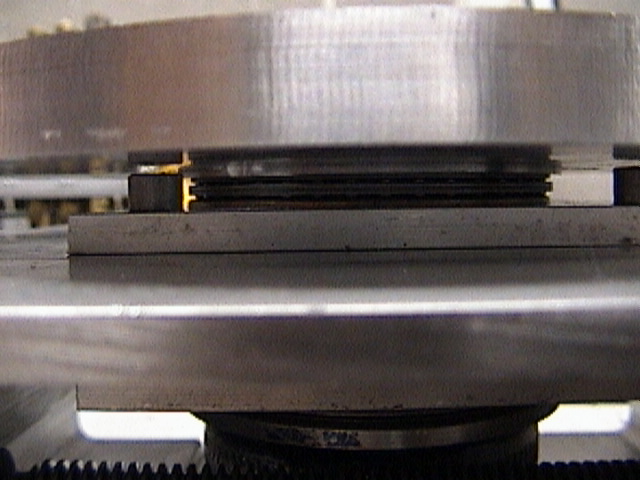
On the top, there's the bearing surface repeated (and in
reverse. The top is countersunk enough to keep the socket head cap
screws from hitting the table. |
 |
Top without decoration. |
 |
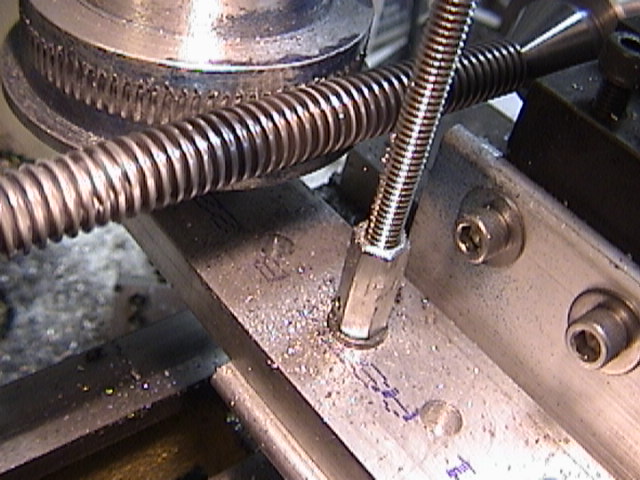
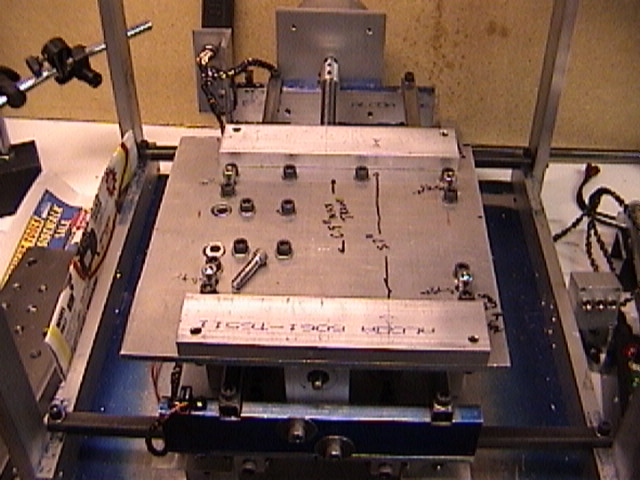
To allow the rotary table to sit on the Y table, the mounting
blocks had to be tapped. If you remember, I had to put them in to
"disguise" the existing (and unused) mounting holes for the bearings before
I moved them. |
|
Next, we try to put it all together. This is a view of
the Z axis coming up, with all the good stuff almost ready. |
 |
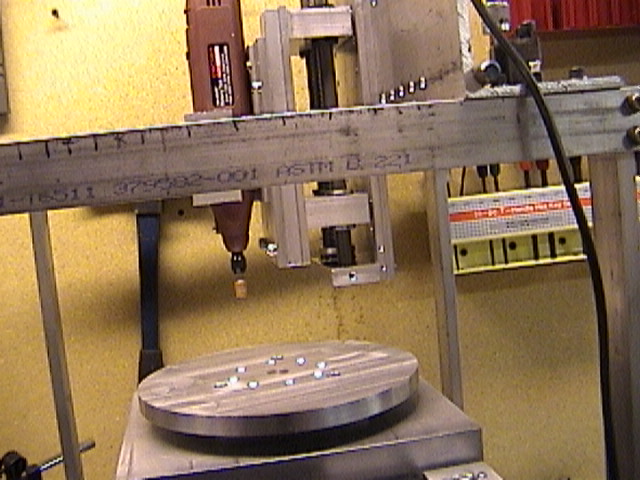
Adding the table to the whole assembly, we can move a rotary
tool up and down. |
 |
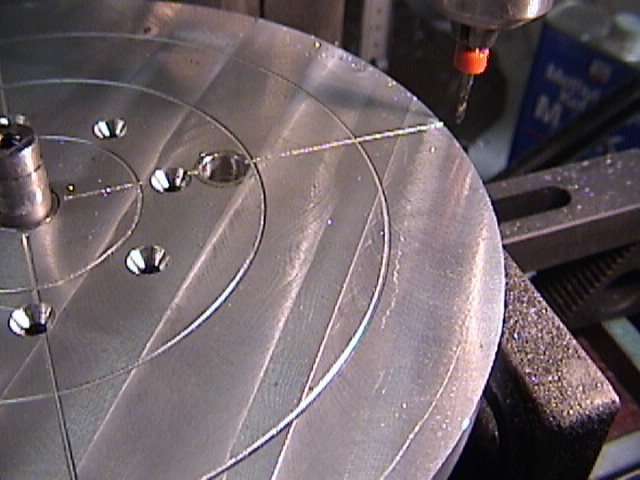
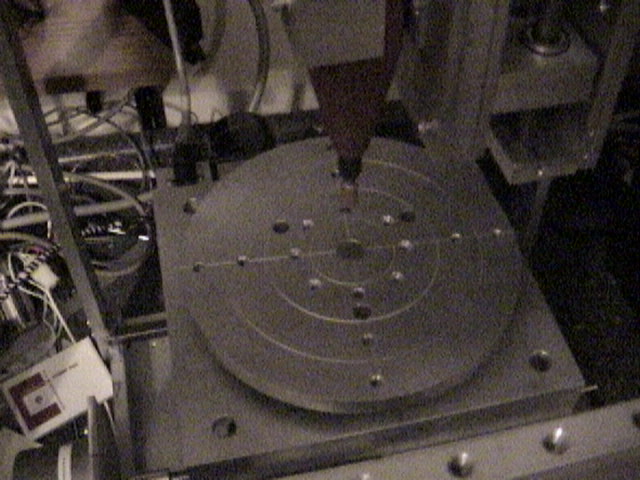
I've faced the top of the table to try to get it regular, and
"engraved" lines on the top to give centering stuff a bit of a help. |
 |
Upstairs in the electronics lab. It's actually set up
to run, The little laptop is running TurboCNC. |
 |
It's actually running now. I had not built the fourth
controller, so I had to swap one controller for the other.
|
| |
|
| |
|
| |
|
| |
|
| |
|
| |
|
| |
|
| |
|
| |
|
| |
|
| |
| |
|
| |
|
| |
|
| |
|
| |
|
| |
|